الکترودهای جوشکاری
الکترودهای جوشکاری
الکترود یک سیم فلزی است که با روکشی از جنس موادی مشابه فلز جوش داده شده ساخته شده است.
عوامل مختلفی در انتخاب الکترود مناسب برای هر پروژه نقش دارند. به طور خلاصه:
الکترودهای SMAW یا سیم قابل مصرف هستند، به این معنی که آنها بخشی از جوش می شوند و به آنها الکترود پرکننده یا سیم جوش نیز گفته می شود.
الکترودهای تنگستن TIG غیر قابل مصرف هستند زیرا ذوب نمی شوند و به بخشی از جوش تبدیل نمی شوند و نیاز به استفاده از سیم جوش دارند.
میله های پرکننده TIG یک ماده پرکننده اختیاری است که برای ترکیب دو قطعه استوک به عنوان یک کامپوزیت استفاده می شود.
الکترود جوش MIG یک سیم با تغذیه پیوسته است که به عنوان سیم MIG شناخته می شود.
انتخاب الکترود برای سهولت تمیز کردن، استحکام جوش، کیفیت مهره و به حداقل رساندن هرگونه پاشش بسیار مهم است.
الکترودها باید در محیطی بدون رطوبت نگهداری شوند و به دقت از هر بسته بندی خارج شوند.
الکترودهای جوشکاری روپوش دار
هنگامی که فلز مذاب در معرض هوا قرار می گیرد، اکسیژن و نیتروژن را جذب می کند و شکننده می شود یا به طور نامطلوبی تحت تأثیر قرار می گیرد.
یک پوشش سرباره برای محافظت از مذاب یا جامد کردن فلز جوش از جو مورد نیاز است. این سرباره را می توان از پوشش الکترود به دست آورد.
ترکیب پوشش الکترود جوشکاری قابلیت استفاده آن، ترکیب فلز جوش رسوب شده و مشخصات الکترود را تعیین می کند.
فرمولاسیون پوشش های الکترود جوشکاری بر اساس اصول ثابت متالورژی، شیمی و فیزیک است.
این پوشش از فلز در برابر آسیب محافظت می کند، قوس را تثبیت می کند و به روش های دیگری جوش را بهبود می بخشد، که عبارتند از:
سطح فلز جوش صاف با لبه های یکنواخت
حداقل پاشش در مجاورت جوش
یک قوس جوش پایدار
کنترل نفوذ
یک پوشش قوی و محکم
حذف راحت تر سرباره
نرخ رسوب بهبود یافته
الکترود های جوشکاری روپوش دار محبوب ترین نوع فلز پرکننده است که در جوشکاری قوس الکتریکی استفاده می شود.
نوع الکترود مورد استفاده بستگی به خواص مورد نیاز در جوش رسوب داده شده دارد.
این موارد عبارتند از مقاومت در برابر خوردگی، شکل پذیری، استحکام کششی بالا، نوع فلز پایه ای که باید جوش داده شود، موقعیت جوش (مسطح، افقی، عمودی یا بالای سر) و نوع جریان و قطبیت.

طبقه بندی
صنعت جوشکاری سری شماره طبقه بندی انجمن جوش آمریکا را برای الکترودهای سیم جوش پذیرفته است.
سیستم شناسایی الکترود برای جوشکاری قوس فولادی به شرح زیر تنظیم شده است:
E – نشان دهنده الکترود برای جوشکاری قوس الکتریکی است.
دو (یا سه) رقم اول – نشان دهنده استحکام کششی (مقاومت ماده در برابر نیروهایی که سعی در جدا کردن آن دارند) در هزار پوند در هر اینچ مربع از فلز رسوب داده شده است.
رقم سوم (یا چهارم) – موقعیت جوش را نشان می دهد. 0 نشان می دهد که طبقه بندی نشده است. 1 برای همه موقعیت ها است. 2 فقط برای موقعیت های صاف و افقی است. 3 فقط برای موقعیت صاف است.
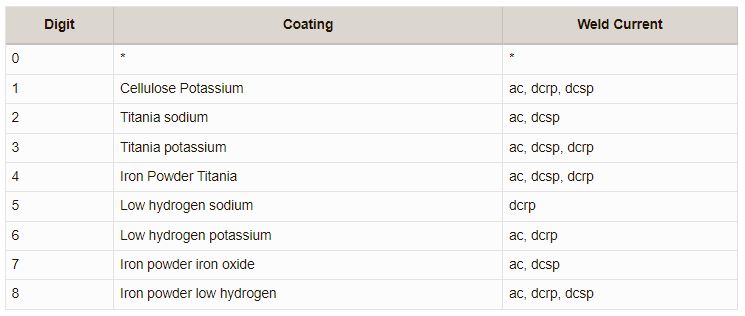
رقم چهارم (یا پنجم) – نوع پوشش الکترود و نوع منبع تغذیه مورد استفاده را نشان می دهد. جریان متناوب یا مستقیم، قطبیت مستقیم یا معکوس.
انواع پوشش، جریان جوشکاری و موقعیت قطبی تعیین شده توسط رقم چهارم (یا پنجم) شناسایی طبقه بندی الکترود در جداول 5-4 در زیر آمده است.
عدد E6010 – نشان دهنده یک الکترود جوش قوس الکتریکی با حداقل استحکام کششی 60000 psi است. در همه موقعیت ها استفاده می شود و جریان مستقیم با قطبیت معکوس مورد نیاز است.
انواع پوشش، جریان و قطبیت با رقم چهارم در اعداد طبقه بندی الکترود مشخص شده است.
هنگامی که رقم چهارم (یا آخرین) 0 باشد، نوع پوشش و جریان مورد استفاده توسط رقم سوم تعیین می شود.
سیستم شناسایی الکترود سیم جوش برای فولاد ضد زنگ SMAW به شرح زیر تنظیم شده است:
E نشان دهنده الکترود برای جوشکاری قوس الکتریکی است.
سه رقم اول نشان دهنده فولاد ضد زنگ نوع آهن و فولاد آمریکا بود.
دو رقم آخر نشان دهنده جریان و موقعیت استفاده شده است.
عدد E-308-16 توسط این سیستم نشان دهنده موسسه فولاد ضد زنگ نوع 308 است. استفاده در تمام موقعیت ها؛ با جریان مستقیم با قطبیت متناوب یا معکوس.
سیستم طبقه بندی برای الکترودهای قوس غوطه ور
سیستم شناسایی فولاد کربن جامد لخت برای قوس غوطه ور به شرح زیر است:
پیشوند حرف E برای نشان دادن یک الکترود استفاده می شود. به دنبال آن یک حرف نشان دهنده سطح منگنز است، یعنی L برای کم، M برای متوسط و H برای منگنز بالا. به دنبال آن تعدادی از مقدار متوسط کربن بر حسب واحد یا صدم درصد است. ترکیب برخی از این سیم ها تقریباً مشابه برخی از سیم های موجود در مشخصات جوشکاری قوس فلزی گازی است.
سیم های الکترود مورد استفاده برای جوشکاری قوس زیردریایی در مشخصات انجمن جوشکاری آمریکا، “الکترودها و شارهای فولادی لخت برای جوشکاری قوس زیردریایی” آورده شده است. این مشخصات هم ترکیب سیم و هم ترکیب شیمیایی رسوب جوش را بر اساس شار مورد استفاده ارائه می دهد. این اطلاعات در جدول 8-1 آورده شده است. هنگامی که این الکترودها با شارهای قوس زیردریایی خاص استفاده می شوند و با روش های مناسب جوش داده می شوند، فلز جوش رسوب شده خواص مکانیکی مورد نیاز مشخصات را برآورده می کند.
در رنگ قرمز پرکننده که برای جوشکاری گاز اکسیژن استفاده می شود، حرف پیشوند R است و به دنبال آن یک G نشان می دهد که میله به طور واضح برای جوشکاری گاز استفاده می شود. پس از این حروف دو رقم وجود دارد که 45، 60 یا 65 خواهد بود. این حروف استحکام کششی تقریبی را در 1000 psi (6895 کیلو پاسکال) نشان می دهند.
در فلزات پرکننده غیر آهنی از پیشوند E، R یا RB استفاده می شود و به دنبال آن نماد شیمیایی فلزات اصلی در سیم قرار می گیرد. حروف اول یک یا دو عنصر در ادامه خواهد آمد. اگر بیش از یک آلیاژ حاوی عناصر یکسان باشد، ممکن است یک حرف یا عدد پسوند اضافه شود.
مشخصات انجمن جوشکاری آمریکا به طور گسترده برای مشخص کردن سیم های الکترود و میله جوش لخت استفاده می شود. همچنین مشخصات نظامی مانند انواع MIL-E یا -R و مشخصات فدرال، معمولاً نوع QQ-R و مشخصات AMS وجود دارد. مشخصات خاص لازم باید برای مشخص کردن فلزات پرکننده استفاده شود.
مهمترین جنبه سیم ها و میله های الکترود جوش جامد ترکیب آنها است که با مشخصات ارائه شده است. مشخصات محدودیت های ترکیب را برای سیم های مختلف و الزامات خواص مکانیکی فراهم می کند.
گاهی اوقات، روی سیم های جامد با روکش مس، ممکن است مس در مکانیزم رول تغذیه پوسته پوسته شود و مشکلاتی ایجاد کند. ممکن است آسترها یا نوک های تماس را وصل کند. یک پوشش مسی مطلوب باید سبک باشد. سطح سیم الکترود باید به طور معقولی عاری از خاک و ترکیبات کششی باشد. این را می توان با استفاده از یک دستمال تمیز کننده سفید و کشیدن روی طول سیم بررسی کرد. کثیفی بیش از حد باعث مسدود شدن آسترها و کاهش جریان در نوک می شود و ممکن است عملیات جوشکاری نامنظم ایجاد کند.
مزاج یا استحکام سیم را می توان در دستگاه تست بررسی کرد. سیم با استحکام بالاتر بهتر از طریق تفنگ ها و کابل ها تغذیه می کند. حداقل مقاومت کششی توصیه شده توسط مشخصات 140000 psi (965300 کیلو پاسکال) است.
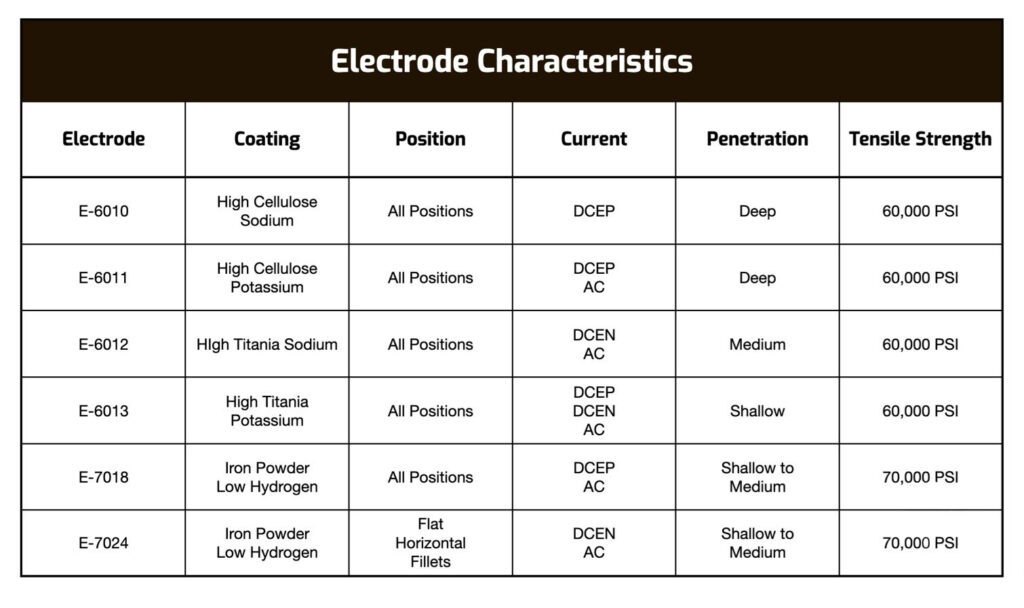
در اینجا نموداری وجود دارد که شش الکترود استاندارد مورد استفاده برای جوشکاری فولاد نرم را شرح می دهد:
الکترود شیراز با بیش از نیم قرن تجربه در تولید الکترودهای عمومی و تخصصی با رویکردی نوین در راستای تامین نیاز مصرف کننده در خدمت شما خواهد بود.
جهت کسب اطلاعات بیشتر با ما در ارتباط باشید.